Наиболее распространенная схема обработки — однодорожечное упрочнение. В зависимости от траектории перемещения луча или закона перемещения заготовки конфигурация упрочненного участка поверхности может иметь различный вид. Производительность П обработки зависит от скорости v относительного переменность П обработки зависит от скорости v относительного перемещения луча и поверхности, а также от ширины зоны В: П = vB- если же параллельно наносится несколько дорожек упрочнения, то производительность также зависит от их числа и коэффициента перекрытия или шага обработки. Из рис видно, как изменяется микротвердость но длине L обрабатываемой зоны в зависимости от степени перекрытия (шага s) дорожек упрочнения. Как и при импульсной обработке, в перекрытых зонах наблюдается существенное снижение ;твердости в результате .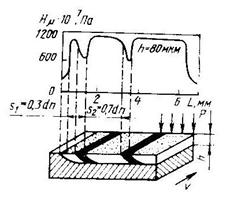
Рис. 3 зависимость микротвердости П от шага обработки s
отпуска ранее закаленного материала
Однородность и толщина покрытия являются важными факторами обеспечения качественного упрочнения. Оптимальная толщина покрытия — 20—50 мкм. Слишком тонкое покрытие снижает глубину упрочнения вследствие быстрого испарения, увеличение также толщины выше указанных значений приводит к неоднородности результатов обработки — образованию как оплавленных, так и недостаточно прогретых участков поверхности.
Наибольшее влияние на изменение размерных параметров упрочнения оказывает плотность мощности излучения. С увеличением плотности мощности растет глубина ЗТВ, что связано с ростом подводимой к материалу удельной энергии. Скорость обработки очень сильно влияет на размерные параметры упрочнения. С ростом скорости, относительного перемещения излучения и обрабатываемой поверхности снижаются как глубина, так и ширина упрочненной зоны.
Увеличение скорости обработки также влияет на изменение микротвердости в упрочненном слое. Так, с увеличением скорости до 6.0 м/мин изменение микротвердости может достигать 400 МПа.
При упрочнении в режиме проплавления материала шероховатость обработанной поверхности резко возрастает с ростом плотности мощности излучения, доходит до максимума при q =50 кВт/см2, а затем начинает постепенно снижаться. При оптимальных режимах обработки Rz =10-20 мкм.
Большое влияние на шероховатость поверхности оказывает скорость обработки. При малых значениях скорости шероховатость довольно велика (Rz=20 мкм), однако с увеличением v шероховатость снижается (при v=8 м/мин Rz=5-8 мкм).
При выборе режимов обработки для ориентировочной оценки глубины упрочненного слоя можно использовать теоретические зависимости, полученные на основе решения уравнения теплопроводности для определенных условий облучения. При этом исходят из положения, что в процессе упрочнения температура поверхности To.o.t должна быть больше температуры закалки T:зак, но не выше температуры плавления Тпл
Максимальные размеры зоны упрочнения по осям Оy и Oz при Т (у, z, t) = Тзак,- определяютея из выражий
![]()
 ,
,
 Вблизи поверхности Земли ускорение свободного падения зависит ОТ широты местности. Это объясняется нешарообразностью формы Земли и влиянием суточного вращения Земли вокруг своей оси.
Вблизи поверхности Земли ускорение свободного падения зависит ОТ широты местности. Это объясняется нешарообразностью формы Земли и влиянием суточного вращения Земли вокруг своей оси.
 Законы физики основаны на фактах, установленных опытным путем.
Законы физики основаны на фактах, установленных опытным путем.
 Турбина 16 века использовавшая энергию движущейся воды, применялась для привода ирригационных насосов.
Турбина 16 века использовавшая энергию движущейся воды, применялась для привода ирригационных насосов.
{kind=link}